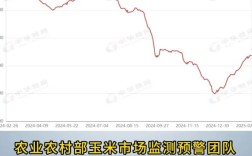
2025年7月份的貂皮价格已经表现出明显的疲软和下跌趋势,与2012-2025年的历史高点相比,价格有了显著的回落。

(图片来源网络,侵删)
以下是2025年7月貂皮价格的具体分析和详细情况:
- 整体趋势:价格处于下行通道。 市场供大于求的矛盾开始显现,导致价格持续承压。
- 价格水平:相比历史高点(2012-2025年)有大幅下降。 但相比之后几年(如2025-2025年的“寒冬”)的价格,2025年7月的价格仍处于相对较高的位置,是“跌跌不休”过程中的一个中间价位。
- 主要原因: 前期养殖户盲目扩张,导致貂皮产量激增,而下游服装市场需求不振,库存压力巨大。
详细价格数据(以中国主要交易市场为例)
貂皮价格通常根据品种、等级、公母、皮张尺寸(尺码)等因素有较大差异,以下数据是基于当时行业报告和主要皮草市场(如河北尚村、辽宁佟二堡等)的综合行情。
按品种划分
-
美国短毛黑貂 (美短黑):
- 这是当时市场的主流和基准品种。
- 公貂 (公皮): 价格在 250元 - 350元/张 之间浮动,具体价格取决于皮张的尺码(通常在90-110厘米之间)和针毛、绒毛的质量,大尺码、质量好的公皮价格接近350元,而小尺码或质量稍差的价格则在250元左右。
- 母貂 (母皮): 价格在 150元 - 220元/张 之间,母皮价格通常为公皮的一半左右。
-
丹麦红貂 (丹元):
 (图片来源网络,侵删)
(图片来源网络,侵删)- 价格通常略低于美短黑。
- 公貂: 价格在 220元 - 320元/张。
- 母貂: 价格在 130元 - 200元/张。
-
其他品种:
如本黑、天鹅绒等,价格体系类似,但市场交易量相对较小,价格会根据其独特性和受欢迎程度有所浮动。
按等级和质量划分
- 一级皮 (高质量皮): 针毛光亮、平整,绒毛丰厚,皮板完整,无伤残,价格会比上述基准价高出 10% - 20%。
- 二级皮 (中等质量皮): 有轻微瑕疵,如少量针毛略长或轻微浮针,价格与基准价基本持平或略低。
- 三级皮 (低质量皮): 有明显伤残、皮板薄弱或绒毛稀疏,价格会比基准价低 20% - 30% 或更多,交易困难。
价格走势与市场背景分析
要理解2025年7月的价格,必须了解其前后的市场变化:
-
历史高点 (2012-2025年初):
 (图片来源网络,侵删)
(图片来源网络,侵删)- 受当时经济繁荣和奢侈品消费带动,貂皮服装需求旺盛,价格一路飙升,一张优质的美短黑公皮价格甚至能突破 500元,高额利润刺激了养殖户疯狂扩产。
-
转折点 (2025年中-2025年):
- 供应过剩: 经过一两年的扩产,市场貂皮总产量远超需求,2025年下半年开始,价格出现松动。
- 需求疲软: 2025年,宏观经济增速放缓,加之“八项规定”等政策影响,高端消费市场迅速降温,貂皮服装不再是大众追捧的奢侈品,市场需求急剧萎缩。
- 库存压力: 服装加工企业和经销商在前期高价时囤积了大量原料皮,导致库存积压严重,资金链紧张,无力再以高价收购新皮。
-
2025年7月的市场状态:
- 买方市场: 此时市场话语权完全转移到采购商(买家)手中,卖家(养殖户和中间商)急于出货回笼资金,导致价格不断走低。
- 有价无市: 虽然市场上仍有报价,但实际成交价格往往低于报价,且成交量不大,买家普遍持观望态度,期待价格进一步下跌。
- 信心崩溃: 市场信心已经受到严重打击,养殖户对未来行情普遍悲观,这种情绪进一步加剧了价格的下跌。
2025年7月的貂皮价格,可以概括为:一个在巨大库存压力和需求萎缩双重夹击下,持续下跌的“拐点期”价格。
对于一张中等质量的美国短毛黑貂公皮来说,300元/张左右是一个比较有代表性的均价,这个价格相比高峰期已经“腰斩”,但养殖户和行业内的许多人当时还未意识到,这仅仅是一场持续数年的价格暴跌的开始,真正的“寒冬”在2025-2025年才到来,价格一度跌破成本线,导致大量养殖户退出市场。